New Tech, New Opportunities: P1 Architectural Metal and P1 Safety Team up on Protocol for New Laser Technology

When new technology is introduced to the field and the experts who perform the work, there can be concerns about how its use will be affected by safety requirements and regulations.
The Architectural Metal shop recently worked closely with P1 Safety to implement use of the Everlast RedSabre 3000X Fiber Continuous Laser Handheld.
The laser can lay down a clean, sound cosmetic weld at a fraction of the time traditional welding takes.
Together, Safety and the Architectural Metal team developed a standard operating procedure that not only goes above and beyond basic requirements set by The American National Standards Institute (ANSI), but shows that when both sides take the time to work together and understand each others’ concerns, safety, efficiency, and a positive experience for all is the result.
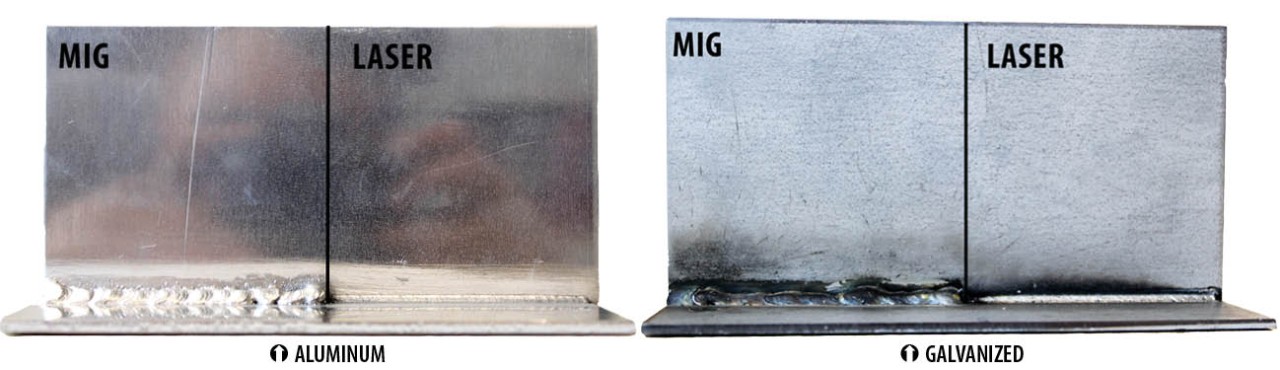
Pictured, above: the difference between a MIG weld and the Class 4 laser on aluminum (left) and galvanized steel.
“The process incorporated sitting down with the entire team from day one,” P1 Vice President Allen Supplee said. “The team reviewed the actual steps for using the machine on paper, as well as in an actual welding application. At the same time, they reviewed all written standards that had been put in place by ANSI.”
“This was a true cross-functional effort — engineering, operations, and safety all played integral roles,” Safety Specialist Winston Wycoff added. “Together, we vetted options, assessed operational fit, and established a rigorous safety and training program before operation.”

Vice President Don Campbell says the laser is relatively new.
“It’s not something that’s been in place long, so at this time you can’t just go out and find a standard safety policy for its use,” he explained.
Therefore, P1 created the standard operating procedure from the ground up.
“This way, we agreed to do it together, follow ANSI, and keep everyone in the shop safe, all while not slowing down production,” Don said.
Architectural Metal Shop Foreman Bobby Vestal, Architectural Metal Weld Shop Manager Brian Jackson, and Winston took on the task of working out the details, going back and forth until a protocol that satisfied safety and the shop was reached.

The Architectural Metal and Safety teams worked collaboratively to develop a standard operating procedure that would allow continued productivity and ensure safety. Architectural Shop Foreman Bobby Vestal (above, left) discusses the proper laser PPE with P1 Safety Specialist Winston Wycoff. Architectural Metal Weld Shop Manager and Laser Safety Officer Brian Jackson (above, right) creates a clean weld with the Everlast RedSabre 3000X Fiber Continuous Laser Handheld. Brian has been instrumental in establishing the laser application and getting others trained on its use.
“It wasn’t always easy, but communicating through it got us to a workable, safe solution,” Bobby said.
“So far everything we have put in place is above the safety standards that are out there for this new technology.”
Bobby says Brian has been instrumental in applying use of the laser, and getting others trained to use it as well, which will help meet large job demands.
“Training is mandatory, not optional,” Winston said. “Brian’s work is extremely important, because the laser welder is a powerful tool, but it’s also a serious hazard without proper control.”
Winston added that strict protocols are in place, including a laser safety officer, certified operator training, controlled access, PPE requirements, and area signage to ensure full compliance with ANSI Z136.1 laser safety standards.

Winston explains there were several key factors in building the safety protocol.
“The team had to take into account how bright this laser light is, which led to the creation of a special welding room with a hard shell barrier, including a door frame you have to open to access the area, an ‘in use’ light, and an interlock system that will shut the laser down if someone opens the door while it’s in use,” he said.
He added that additional protocols were also put in place, including two laser safety officers, Winston and Brian, certified operator training, controlled access, specific PPE requirements, and area signage to ensure full compliance with ANSI Z136.1 laser safety standards.”
“In traditional welding you have arc flash, UV flash, and bright lights,” Winston added. “A Class 4 laser welder has to be more concerned about the infrared light you can’t see, which can blind a person instantly.”
“Bobby did a great job making sure his team had the right PPE for this laser specifically which included fiber laser safety glasses with high optical density, a welding hood or shield with a filter, and the hard-shell barrier.”

In addition to the special PPE needed for the laser, including fiber laser safety glasses with high optical density and a face shield rated for 1080nm wavelength, the hardshell barrier room, built by P1 and located in the P1 Architectural Metal shop, is a critical part of laser safety. The room includes a door frame you have to open to access the area, an “in use” light, and an interlock system on the door that will shut the laser down if someone opens the door while it’s in use.
In addition, the hard-shell barrier walls are portable to expand, contract, or move. The electrical is “plug and play”, so the whole setup is movable if needed.
The laser doesn’t yet have welding specs for structural metal, but when it does, it will change the industry, Bobby noted.
Currently the shop is working on a large, ongoing project for which the laser is creating efficiency and saving time.
At the end of the day, providing the most efficient and innovative solutions for P1 projects and customers – while putting safety first - is the name of the game.
“The most important thing to remember with a Class 4 laser like this is that safety is everyone’s responsibility,” Winston said.
“Beyond the initial training, ongoing education and periodic refresher courses will ensure we maintain high standards of safety at all times.”
Embracing change is good – working together is even better. See the story unfold in the video below:
ABOUT THE EVERLAST REDSABRE 3000X
The greatest advantage this tool gives P1 is efficiency. Even though it’s relatively new for commercial applications, fiber lasers create pinpoint accuracy and speed.
According to Bobby, an average MIG weld would take about one minute to weld a 12-inch piece.
“The handheld laser can do it in about 20 seconds. That’s about 600 inches a minute,” he said. “This model can weld, cut, clean, and descale rust and paint.”
- Travel speed up to 5 inches per second, depending upon thickness and settings
- Optical Pump powered by Gigawatts
- 240/480V 3 Phase Input
- Class 4 Laser
- 12KW Rated Input
- 3000 Watt Fiber Laser
- Refrigeration-Cooled Design
- Maximum Weld Mild/Stainless Steel: 5/16" (8mm)
- Maximum Weld Aluminum: 1/4" (6.5mm)
- Maximum Cut Mild/Stainless Steel: 5/16" (8mm)
- Maximum Cut Aluminum: 9/32" (7mm)
- Can be used to create Autogenous welds
- Gas Type: Argon or Nitrogen(N2)
- Cut Gas: Air or Nitrogen (N2)
- Gas Flow Rate for Welding 30 Cubic Feet Per Hour
